5 important steps to calculate number of operators required for a cell
As a manager, we are inclined to ideas like the cell or line. Consider if a cell is going to be introduced to the existing product line. You will surely estimate, how many operators will be needed for the cell. Below are the steps to be followed to calculate the number operator needed for the cell
Step 1: Record the cycle time of all the operations
Step 2: Tabulate the time taken for the activities done by operators separately. Time taken for carrying out elemental activities should be tabulated for all the operators (excluding machine cycle time) Eg: moving material, loading the component to chuck & turning on the machine, etc.,
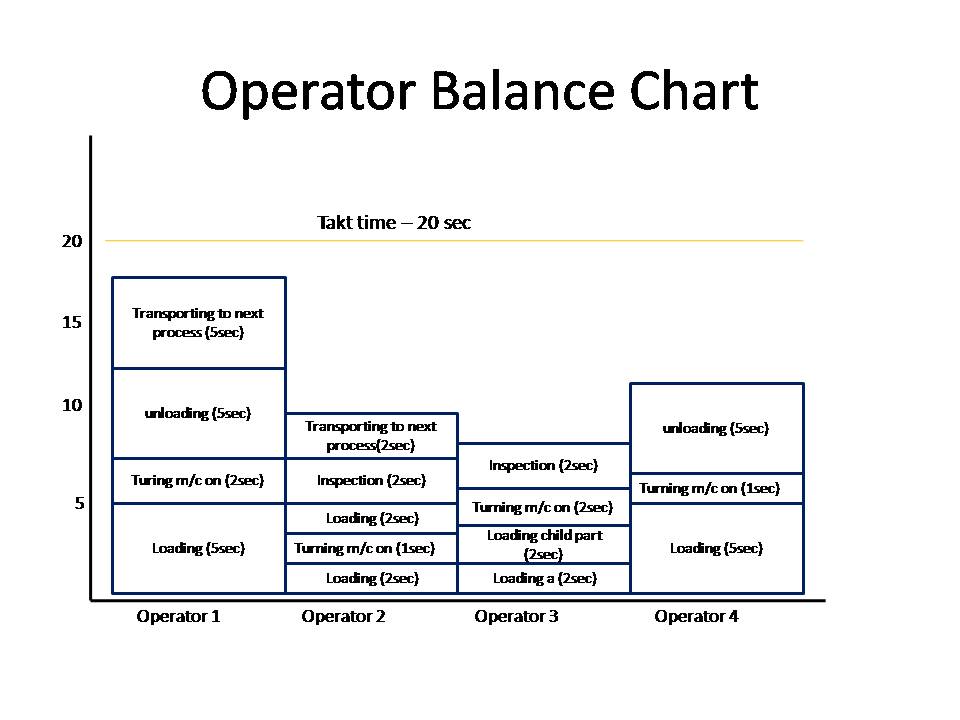
Step 3: create an operator balance chart (OBC) or stack chart- It is a graphical representation, summarizes human work. The height of each box in the stack represents the time for that element. Further, takt time is plotted on the same graph. This helps us to identify, which of the operator`s time is more than takt time (set to be a bottleneck)
Step 4: Nos of operators is estimated by the formula
= Total work content /takt time
From our eg total work content = Operator 1 man time + Operator 2 man time + Operator 3 man
time + Operator 4 man time
(17+9+8+11) sec
= 45 sec
Takt time = 20 sec
Nos of operator = 45/20 = 2.25 operators
Step 5: if the number of operators is in a fraction, guidelines to be followed to find the actual operator needed is explained below
In our eg, we have a fraction of 0.25, by the below table, there is no additional manpower required. The Cell can be managed by 2 operators instead of 3 operators
Fraction of operators
Guidelines/target
< 0.3
Do not add an extra operator. Further reduce waste and Incidental work (avoidable non value adding activities)
0.3 – 0.5
Do not add an extra operator yet. After 2 weeks of cell operation and kaizen improvements, evaluate whether enough waste and Incidental work can be taken out
>0.5
Add an extra operator if necessary and keep reducing waste & Incidental work to eventually eliminate the need for that operator in the cell
This table assumes that operator loading will be in the 90 to 95% range. That is 90 to 95% of each takt interval will be filled with work and operators will not need to watch machines or wait for parts. This table also assumes cell will be introduced and the above-calculated manpower will be used in the cell
Note: Incidental works or avoidable NVA – loading, unloading, quality check and material movement, etc
The above 5 steps summarize the method to calculate the number of operators in the cell.